إن
كربيد التنغستن: الدليل الكامل لما هو عليه، وكيف يتم تصنيعه، وأين يتم استخدامه
أخبار الصناعة-ما هو كربيد التنغستن في الواقع ولماذا هو رائع جدًا؟
كربيد التنغستن - غالبًا ما يتم اختصاره بـ WC أو يشار إليه ببساطة باسم كربيد في البيئات الصناعية - هو مركب كيميائي يتكون من الجمع بين ذرات التنغستن والكربون بنسب متساوية. في شكله المركب النقي، يظهر كمسحوق رمادي ناعم، ولكن المادة التي يعمل بها المهندسون والمصنعون عمليًا هي كربيد التنجستن الأسمنتي: مركب يتم إنتاجه عن طريق تلبيد مسحوق كربيد التنجستن مع مادة رابطة معدنية، الأكثر شيوعًا الكوبالت، في درجات حرارة وضغوط عالية للغاية. تقوم عملية التلبيد هذه بدمج جزيئات الكربيد الصلبة في مادة صلبة كثيفة تجمع بين الخصائص التي لا يمكن لأي عنصر واحد توفيرها بمفرده - صلابة غير عادية، ومقاومة تآكل استثنائية، وقوة ضغط عالية، وموصلية حرارية جيدة، وكثافة تقريبًا ضعف كثافة الفولاذ.
الأرقام الكامنة وراء خصائص كربيد التنغستن مثيرة للإعجاب حقًا. تتراوح صلابته على مقياس فيكرز عادةً بين 1400 و1800 فولت هرتز اعتمادًا على الدرجة ومحتوى الكوبالت - وهو أصلب عدة مرات من الفولاذ المتصلب للأدوات ويقترب من صلابة الماس، الذي يصل إلى 10000 فولت تقريبًا. يمكن أن تتجاوز قوة الضغط الخاصة بها 6000 ميجا باسكال، مما يجعلها واحدة من أقوى المواد المتاحة للمهندسين في مجال الضغط. نقطة انصهاره التي تبلغ حوالي 2870 درجة مئوية تعني أنه يحتفظ بخصائصه الميكانيكية عند درجات حرارة حيث أن معظم المواد الهندسية الأخرى قد خففت أو فشلت منذ فترة طويلة. تشرح هذه الخصائص مجتمعة لماذا أصبح كربيد التنغستن الأسمنتي أمرًا لا غنى عنه عبر مجموعة رائعة من التطبيقات الصناعية الصعبة، بدءًا من قطع المعادن والتعدين إلى الأجهزة الطبية والإلكترونيات.
كيف يتم تصنيع كربيد التنغستن: من الخام الخام إلى الصف النهائي
إنتاج الأسمنت كربيد التنغستن هي عملية متعددة المراحل تبدأ بتعدين خام التنغستن وتنتهي بمادة مركبة مصممة بدقة يتم التحكم في خصائصها من خلال تفاوتات مشددة. يوضح فهم سلسلة التصنيع سبب اختلاف درجات كربيد التنجستن في خصائص أدائها ولماذا يكون لجودة المواد الخام وظروف المعالجة تأثير مباشر على خصائص المادة النهائية.
استخراج خام التنغستن ومعالجته
المصادر التجارية الرئيسية للتنغستن هي معادن السكليت (تنغستات الكالسيوم، CaWO₄) والولفراميت (تنغستات المنغنيز الحديدي). وتهيمن الصين على إنتاج التنغستن العالمي، حيث تمثل ما يقرب من 80٪ من الإنتاج العالمي، مع وجود رواسب كبيرة أيضا في روسيا وفيتنام وكندا وبوليفيا. يتم تركيز الخام المستخرج أولاً عن طريق التعويم والفصل بالجاذبية لزيادة محتوى التنجستن، ثم تتم معالجته كيميائيًا لإنتاج باراتونجستات الأمونيوم (APT) - وهو الشكل الوسيط الأكثر شيوعًا في سلسلة توريد التنجستن. يتم بعد ذلك اختزال APT تحت جو الهيدروجين عند درجة حرارة عالية لإنتاج مسحوق فلز التنجستن، والذي يتم بعد ذلك كربنته عن طريق التفاعل مع الكربون في فرن عالي الحرارة لإنتاج مسحوق كربيد التنجستن. يعد حجم الجسيمات لمسحوق WC هذا - والذي يمكن أن يتراوح من ميكرون فرعي إلى عشرات الميكرونات - معلمة مهمة تحدد بشكل مباشر حجم الحبوب وصلابة الكربيد الأسمنتي النهائي.
الخلط والطحن وإضافة الموثق
يتم مزج مسحوق كربيد التنغستن مع مسحوق الكوبالت — المادة الرابطة الأكثر شيوعًا، عادةً بتركيزات تتراوح بين 3% و25% بالوزن اعتمادًا على الدرجة المستهدفة — جنبًا إلى جنب مع أي إضافات أخرى مثل مثبطات نمو الحبوب (عادةً كربيد الفاناديوم أو كربيد الكروم عند إضافات أقل من النسبة المئوية) ومواد التشحيم الملحة. يتم بعد ذلك طحن هذا المزيج بشكل رطب في مطحنة كروية لفترة ممتدة - عادة 24-72 ساعة - لتحقيق الخلط الدقيق، وتكسير أي تكتلات، والوصول إلى توزيع حجم الجسيمات المستهدف. يتم تجفيف الملاط المطحون بالرش لإنتاج مسحوق حبيبي حر التدفق بحجم جسيمات ثابت وكثافة مناسبة للضغط. يعد توحيد الخلط في هذه المرحلة أمرًا بالغ الأهمية: أي اختلاف في توزيع المادة الرابطة عبر المسحوق سيؤدي إلى اختلافات في الخصائص المحلية في الجزء الملبد الذي يضر بكل من الأداء الميكانيكي والموثوقية.
الضغط والتشكيل
يتم ضغط المسحوق المجفف بالرش إلى الشكل المطلوب شبه الشبكة باستخدام إحدى طرق الضغط المتعددة. يتم استخدام الضغط بالقالب أحادي المحور للأشكال البسيطة مثل قطع القطع والقضبان وأجزاء التآكل في الإنتاج بكميات كبيرة. يتم استخدام الضغط المتوازن - حيث يتم تطبيق الضغط بشكل موحد من جميع الاتجاهات عبر وسط سائل - لأشكال أكثر تعقيدًا وينتج كثافة خضراء أكثر اتساقًا، والتي تترجم إلى خصائص ملبدة أكثر اتساقًا. يستخدم البثق لإنتاج قضبان وأنابيب طويلة. ينتج الضغط البارد ضغطًا "أخضرًا" يتمتع بقوة كافية للتعامل ولكن يجب أن يظل متكلسًا لتطوير خصائصه النهائية. يتم إنتاج بعض الأشكال المعقدة عن طريق قولبة خليط البوليمر والكربيد الموثق بالحقن (قولبة حقن المعدن أو عملية MIM) قبل فك الربط والتلبيد.
تلبيد
تلبيد is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
الطحن والتشطيب
من الصعب جدًا تصنيع كربيد التنغستن الملبد باستخدام أدوات القطع التقليدية - ويجب طحنه باستخدام عجلات جلخ ماسية لتحقيق تفاوتات الأبعاد الضيقة وجودة تشطيب السطح المطلوبة لأدوات القطع وأجزاء التآكل والمكونات الدقيقة. إن طحن الكربيد الأسمنتي بالماس هو عملية ماهرة وتتطلب رأس مال مكثف، وتؤثر معلمات عملية الطحن - مواصفات العجلة، وسائل الطحن، ومعدلات التغذية، وتكرار التجهيز - بشكل كبير على كل من دقة الأبعاد والحالة تحت السطح للجزء النهائي. يمكن أن يؤدي الطحن غير المناسب إلى ظهور ضغوط شد متبقية أو تشققات دقيقة تقلل من المتانة وعمر التعب لحواف القطع. بالنسبة لتطبيقات أدوات القطع، غالبًا ما تتم معالجة الحواف الأرضية بشكل أكبر من خلال إعداد الحافة - وهي عملية شحذ أو تنظيف يتم التحكم فيها والتي تنتج نصف قطر محدد للحافة يعمل على تحسين عمر الأداة عن طريق تقليل التقطيع عند حافة القطع تحت التأثير والتدوير الحراري لعمليات التشغيل الآلي.
فهم درجات كربيد التنغستن وماذا تعني الأرقام
كربيد التنغستن الأسمنتي التجاري ليس مادة واحدة، بل مجموعة من الدرجات التي تختلف خصائصها بشكل منهجي عن طريق ضبط محتوى الكوبالت، وحجم حبيبات الكربيد، وإضافة مراحل كربيد أخرى مثل كربيد التيتانيوم (TiC)، وكربيد التنتالوم (TaC)، وكربيد النيوبيوم (NbC). يساعد فهم نظام الدرجات المهندسين ومحترفي الشراء على اختيار الدرجة الأكثر ملاءمة لتطبيقهم المحدد بدلاً من الاختيار الافتراضي للأغراض العامة الذي قد يكون دون المستوى الأمثل.
| الصفة المميزة | منخفض الكوبالت (3-6% CO) | كوبالت متوسط (8-12% CO) | نسبة عالية من الكوبالت (15-25% CO) |
| صلابة | عالية جدًا (1700-1800 فولت) | عالي (1400-1600 فولت) | معتدل (1000-1300 فولت) |
| ارتداء المقاومة | ممتاز | جيد | معتدل |
| المتانة/مقاومة الصدمات | أقل | جيد | عالية |
| قوة التمزق المستعرض | معتدل | عالية | عالية جدا |
| الكثافة (جم/سم³) | ~15.0-15.3 | ~14.3–14.9 | ~13.0–14.0 |
| تطبيقات نموذجية | أجزاء تآكل دقيقة، قوالب سحب الأسلاك، حلقات الختم | إدراج قطع المعادن، المطاحن النهائية، التدريبات | أدوات التعدين، أدوات طحن الطرق، قطع حفر الصخور |
يعد حجم الحبوب متغيرًا لا يقل أهمية حيث يتفاعل مع محتوى الكوبالت لتحديد توازن خاصية الدرجة. تحقق درجات الحبوب الدقيقة (حجم حبيبات WC أقل من 1 ميكرون، والمصنفة على أنها دون ميكرون أو متناهية الصغر) صلابة أعلى بكثير ومقاومة التآكل عند محتوى معين من الكوبالت مقارنة بدرجات الحبوب الخشنة، في حين توفر درجات الحبوب المتوسطة (1-3 ميكرون) مزيجًا متوازنًا من الصلابة والمتانة، ودرجات الحبوب الخشنة (أعلى من 3 ميكرون) تزيد من المتانة بتكلفة بعض الصلابة. يقوم نظام تعيين ISO لدرجات قطع الكربيد الأسمنتي - P، M، K، N، S، H - بتصنيف الدرجات حسب نوع مادة الشغل التي تم تصميمها لقطعها، مما يوفر نقطة بداية عملية لاختيار درجة أداة القطع حتى بدون معرفة تفصيلية بالمعادن الأساسية.
التطبيقات الصناعية الرئيسية لكربيد التنغستن
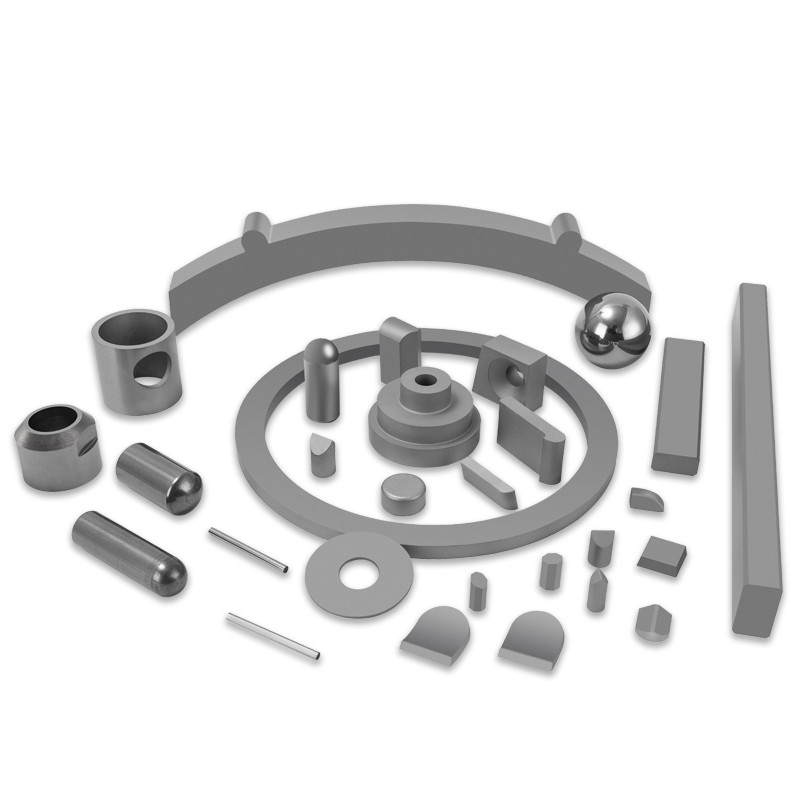
يتم استخدام كربيد التنغستن الأسمنتي في مجموعة متنوعة للغاية من الصناعات والتطبيقات. والخيط المشترك الذي يمر عبرها جميعًا هو الحاجة إلى مادة تجمع بين الصلابة ومقاومة التآكل والمتانة الكافية للبقاء في بيئات التشغيل الصعبة حيث تفشل المواد التقليدية قبل الأوان. تمثل القطاعات التالية أهم التطبيقات من حيث الحجم والأهمية التقنية.
قطع المعادن وتصنيع الآلات
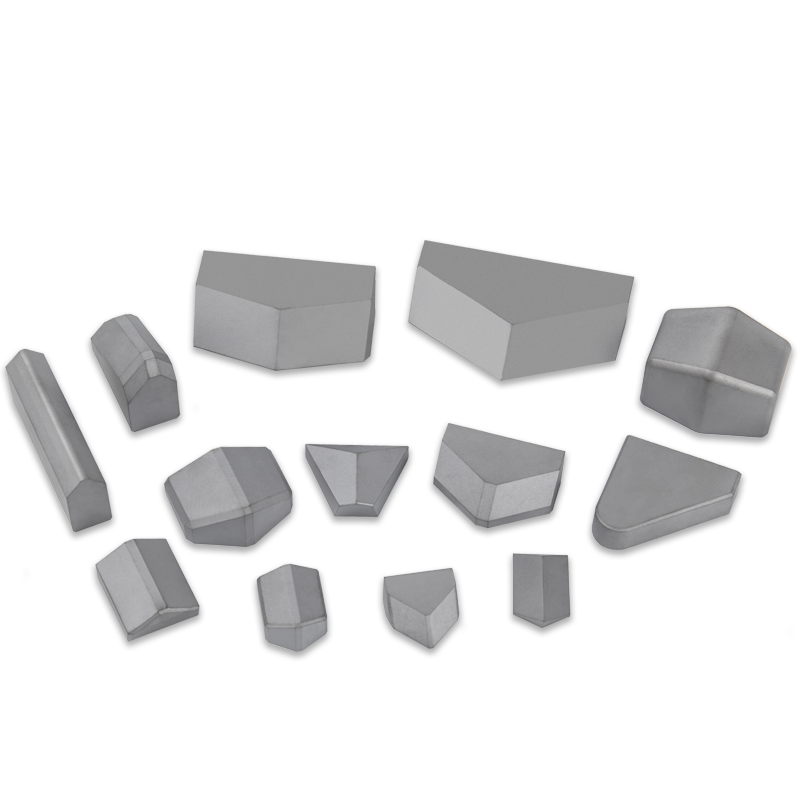
يعد قطع المعادن - تصنيع المكونات الدقيقة عن طريق إزالة المواد من قطع العمل المعدنية باستخدام أدوات القطع - أكبر تطبيق منفرد لكربيد التنجستن الأسمنتي من حيث القيمة. إن إدراجات القطع القابلة للفهرسة من الكربيد، والمطاحن الطرفية من الكربيد الصلب، ومثاقب الكربيد، وقضبان الثقب الكربيدية قد حلت إلى حد كبير محل أدوات القطع الفولاذية عالية السرعة في مراكز التصنيع باستخدام الحاسب الآلي الحديثة لأنها يمكن أن تعمل بسرعات قطع أعلى بثلاث إلى عشر مرات من HSS مع الحفاظ على حواف القطع الحادة لفترة أطول بكثير. ويترجم هذا مباشرة إلى إنتاجية أعلى للآلة، وتكلفة أقل لكل جزء، وتشطيب أفضل للسطح واتساق الأبعاد في المكونات المصنعة آليًا. عادةً ما يتم طلاء المدخلات المستخدمة في عمليات الخراطة والطحن والحفر بطبقة واحدة أو أكثر من الطلاءات الخزفية الصلبة - نيتريد التيتانيوم (TiN)، وكربونيتريد التيتانيوم (TiCN)، وأكسيد الألومنيوم (Al₂O₃)، ونيتريد التيتانيوم الألومنيوم (AlTiN) هي الأكثر شيوعًا - يتم تطبيقها عن طريق عمليات ترسيب البخار الفيزيائي (PVD) أو ترسيب البخار الكيميائي (CVD). تضيف هذه الطلاءات طبقة إضافية مقاومة للتآكل تعمل على إطالة عمر الأداة وتسمح بسرعات قطع أعلى، خاصة في الآلات الجافة أو شبه الجافة حيث يتم تقليل استخدام سوائل القطع إلى الحد الأدنى لأسباب بيئية وأسباب تتعلق بالتكلفة.
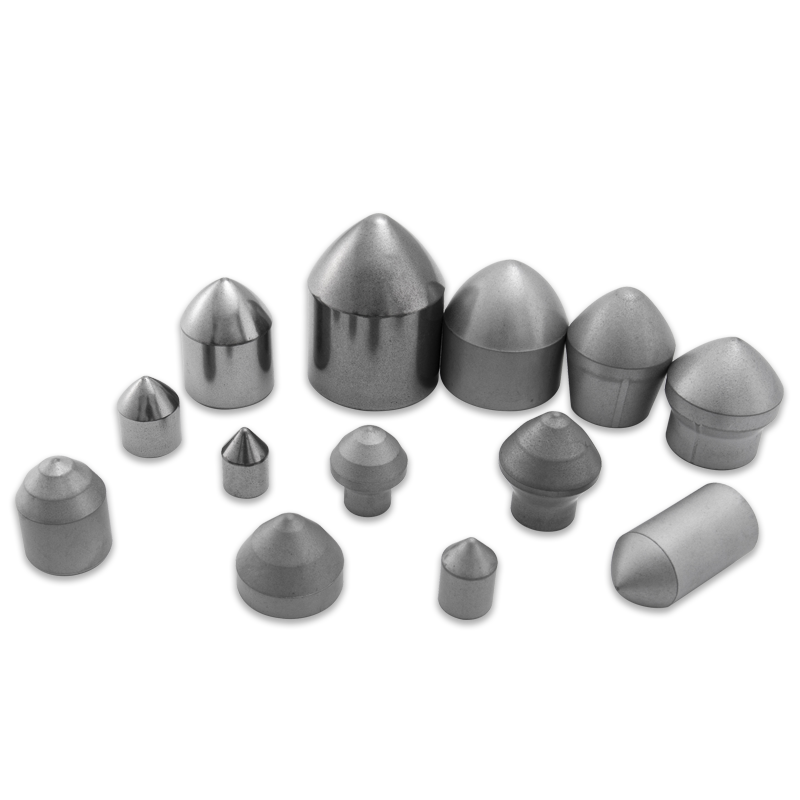
التعدين والحفر والتنقيب عن الصخور
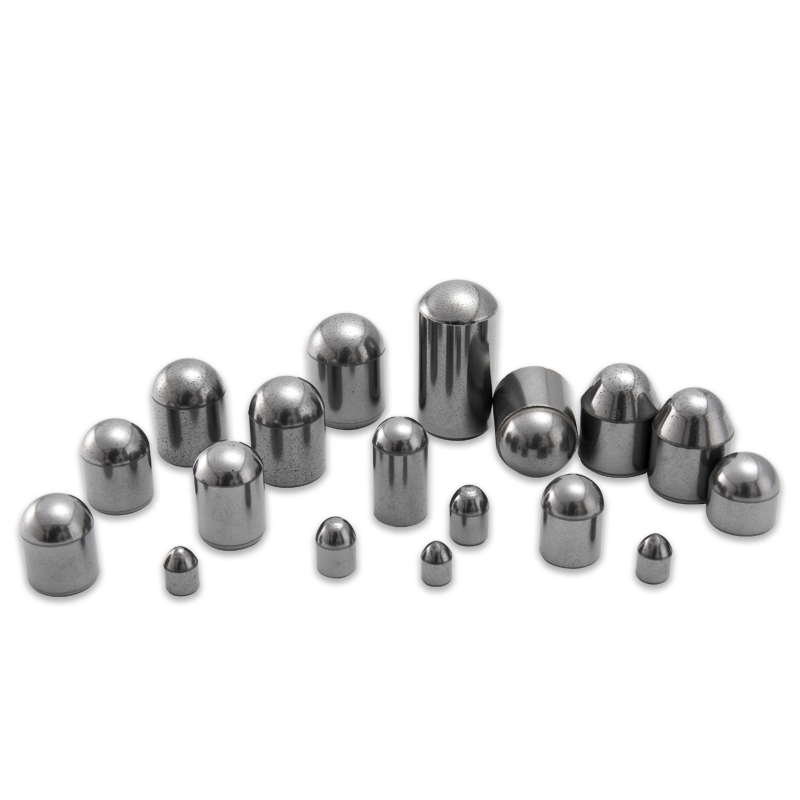
يمثل حفر التعدين والبناء ثاني أكبر فئة تطبيق لكربيد التنجستن، حيث يستهلك كميات هائلة من الكوبالت العالي والدرجات المحسنة للصلابة في شكل لقم الثقب، وإدخالات القطع الدوارة، ورؤوس الحفر المرتفعة، وقواطع أقراص آلة حفر الأنفاق (TBM). تستخدم لقم الثقب المخروطية ذات الأسطوانة الثلاثية لحفر النفط والغاز مئات من إدراجات الكربيد لكل لقمة لقطع التكوينات الصخرية على أعماق آلاف الأمتار. تستخدم لقم الثقب الطرقية للتعدين السطحي وتحت الأرض أزرار كربيد يجب أن تتحمل تأثيرات الطاقة العالية المتكررة لمعدات الحفر الهوائية أو الهيدروليكية في الصخور الكاشطة. تستخدم أدوات قص التعدين Longwall ومعاول أسطوانة التعدين المستمرة أدوات ذات رؤوس كربيد لقطع الفحم والصخور الناعمة في مناجم الفحم تحت الأرض. في كل من هذه التطبيقات، يجب تحسين درجة الكربيد بعناية لتوفير أقصى قدر من المقاومة للمزيج المحدد من التآكل والتأثير الذي يواجهه نوع الصخور المستهدفة، نظرًا لأن الدرجة شديدة الصلابة سوف تنكسر تحت التأثير في حين أن الدرجة الناعمة جدًا سوف تتآكل بسرعة في ظروف الكشط.
قوالب سحب الأسلاك وتشكيل المعادن
تعد قوالب كربيد التنجستن المادة القياسية لسحب الأسلاك - وهي عملية تقليل قطر السلك المعدني عن طريق سحبه عبر سلسلة من فتحات القالب الأصغر تدريجيًا. إن الجمع بين الصلابة الشديدة ومقاومة التآكل وقوة الضغط التي يوفرها الكربيد يسمح لقوالب سحب الأسلاك بالحفاظ على هندسة الفتحة الدقيقة من خلال معالجة أطوال هائلة من الأسلاك - ربما مئات الآلاف من الأمتار لكل قالب قبل الاستبدال - مع تحمل ضغوط التلامس العالية جدًا المتولدة على سطح القالب. تُستخدم قوالب الكربيد لسحب أسلاك الفولاذ والنحاس والألومنيوم والسبائك المتخصصة عبر قطر يتراوح من عدة ملليمترات إلى سلك ناعم أقل من 0.1 مم. إلى جانب سحب الأسلاك، يتم استخدام الكربيد على نطاق واسع في قوالب التشكيل على البارد، ولكمات السحب العميق، وقوالب لف الخيوط، وأدوات البثق، حيثما يكون الجمع بين مقاومة التآكل وقوة الضغط تحت التحميل الدوري مطلوبًا للحفاظ على دقة الأبعاد وجودة السطح على كميات الإنتاج العالية.
ارتداء الأجزاء والمكونات الهيكلية
يشمل جزء التآكل وتطبيق المكونات الهيكلية لكربيد التنغستن مجموعة واسعة جدًا من المنتجات المستخدمة في صناعات متنوعة مثل الورق والطباعة ومعالجة الأغذية وتصنيع الإلكترونيات وآلات النسيج وأنظمة الضخ. تتحمل فوهات الكربيد الخاصة بأنظمة التفجير والرش الكاشطة التأثير التآكلي للجسيمات الكاشطة لفترة أطول بكثير من البدائل الفولاذية. تحافظ وجوه الختم المصنوعة من الكربيد للأختام الميكانيكية في المضخات التي تتعامل مع الملاط الكاشطة على تشطيب سطحها واستوائها خلال ملايين دورات التشغيل. تحافظ بكرات توجيه الكربيد ولفائف التشكيل في خطوط إنتاج الأسلاك والأنابيب على دقة الأبعاد على مدار عمليات الإنتاج الممتدة. توفر مقاعد وكرات الصمامات المصنوعة من الكربيد في صمامات التحكم في التدفق التي تتعامل مع سوائل العمليات الكاشطة أو المسببة للتآكل عمر خدمة أطول بكثير من البدائل المعدنية التقليدية. في كل حالة، يكون الدافع الشائع لتحديد الكربيد هو التخلص من فشل التآكل المبكر الذي قد يتطلب استبدالًا متكررًا، وتوقف الماكينة، وخسائر الإنتاج المرتبطة بها.
الأدوات الطبية وطب الأسنان
يستخدم كربيد التنغستن الأسمنتي في التطبيقات الطبية وتطبيقات طب الأسنان حيث أن صلابته وتوافقه الحيوي ومقاومته للتآكل وقدرته على الاحتفاظ بحافة قطع حادة من خلال دورات التعقيم المتكررة تجعله متفوقًا على الفولاذ المقاوم للصدأ. تحافظ المقصات الجراحية وحاملات الإبر وملقط التشريح المصنعة بإدراج الكربيد على أسطح العمل الخاصة بها على أداء قطع أكثر وضوحًا ودقة من خلال دورات تعقيم واستخدام أكثر بكثير من جميع مكافئات الفولاذ. يتم تصنيع نتوءات الأسنان المستخدمة في قطع مينا الأسنان والعظام أثناء الإجراءات بشكل حصري تقريبًا من الكربيد نظرًا لكفاءتها الفائقة في القطع وطول عمرها مقارنة بالفولاذ. تستخدم أدوات القطع العظمية، بما في ذلك موسعات الثقب والمبارد ومناشير العظام، الكربيد لتحسين أداء القطع وإطالة عمر الخدمة. تعني متطلبات النظافة والتوافق الحيوي الصارمة للتطبيقات الطبية أن درجات الكربيد عالية النقاء المحددة فقط مع مستويات العناصر النزرة الخاضعة للرقابة هي المؤهلة لهذه الاستخدامات.
طلاءات كربيد التنجستن: طريقة مختلفة للحصول على أداء كربيد
إلى جانب مكونات كربيد الأسمنت الصلبة، يتم تطبيق كربيد التنغستن على نطاق واسع كطلاء سطحي على الفولاذ ومواد الركيزة الأخرى باستخدام عمليات الرش الحراري، وأكثرها شيوعًا رش وقود الأكسجين عالي السرعة (HVOF) ورش البلازما. في تطبيقات طلاء كربيد التنغستن، يكون الهدف هو الجمع بين مقاومة التآكل وصلابة الكربيد على سطح العمل مع المتانة وسهولة التصنيع والتكلفة المنخفضة للركيزة الفولاذية، مما يحقق توازن الأداء الذي لا يمكن لأي مادة توفيره بمفردها.
تعد طلاءات كربيد التنجستن والكوبالت (WC-Co) المطلية بـ HVOF وطلاءات كربيد التنجستن والكوبالت والكروم (WC-CoCr) من أكثر طبقات الطلاء الحراري استخدامًا على نطاق واسع للحماية من التآكل والتآكل على مستوى العالم. تعمل عملية HVOF على تسريع جزيئات مسحوق رابط الكربيد إلى سرعات عالية جدًا قبل الاصطدام بالركيزة، مما يؤدي إلى إنتاج طبقات كثيفة جيدة الترابط مع صلابة تقترب من صلابة الكربيد الملبد ومسامية منخفضة جدًا. تُستخدم هذه الطلاءات في مكونات معدات هبوط الطائرات لتحل محل طلاء الكروم الصلب للحماية من التآكل والتآكل، وعلى أعمدة المضخات والأكمام في خدمة الملاط الكاشطة، وعلى لفات آلات الورق المعرضة للتآكل الكاشطة من محتوى الألياف المعاد تدويرها، وعلى قضبان الأسطوانات الهيدروليكية، وعلى العديد من المكونات الأخرى حيث يكون السطح الصلب المقاوم للتآكل الذي يطيل عمر الهيكل الفولاذي الأكبر هو الحل الهندسي الأكثر فعالية من حيث التكلفة. تتراوح سماكة الطلاء عادة من 100 إلى 400 ميكرون، ويمكن طحن السطح المطلي للحصول على تفاوتات دقيقة في الأبعاد وإنهاء السطح بعد الرش.
الخصائص الفيزيائية والميكانيكية الرئيسية لكربيد التنغستن الأسمنتي
بالنسبة للمهندسين الذين يحددون كربيد التنغستن لتطبيق جديد أو يقارنونه بمواد بديلة، فإن الحصول على صورة واضحة عن نطاق خصائصه الفيزيائية والميكانيكية أمر ضروري. يلخص الجدول التالي أهم الخصائص عبر نطاق الدرجات النموذجي لكربيد WC-Co الأسمنتي.
| الملكية | النطاق النموذجي (درجات WC-Co) | مقارنة بالصلب |
| صلابة فيكرز (HV) | 1000 – 1800 فولت | 3-7× أصلب من الفولاذ المتصلب للأدوات |
| الكثافة (جم/سم³) | 13.0 - 15.5 | ~1.7–2× أكثر كثافة من الفولاذ |
| معامل يونغ (GPa) | 500 – 700 جيجا باسكال | ~2.5–3.5× أكثر صلابة من الفولاذ |
| قوة الضغط (ميغاباسكال) | 3500 – 7000 ميجا باسكال | أعلى بكثير في الضغط من الفولاذ |
| قوة التمزق المستعرض (MPa) | 1500 – 4000 ميجا باسكال | يمكن مقارنته أو أفضل من الفولاذ المقسى |
| صلابة الكسر (MPa·m½) | 8 - 22 ميجاباسكال·م½ | أقل than steel; brittle in tension |
| الموصلية الحرارية (W/m·K) | 70 - 110 وات/م·ك | عاليةer than most steels |
| معامل التمدد الحراري (×10⁻⁶/درجة مئوية) | 4.5 - 6.5 | ~ نصف الفولاذ؛ النظر في المجالس المستعبدة |
| نقطة الانصهار (درجة مئوية) | ~2870 درجة مئوية (مجمع مرحاض) | أعلى بكثير من الفولاذ (~1400 درجة مئوية) |
إعادة التدوير والاستدامة لكربيد التنغستن
يتم تصنيف التنغستن باعتباره مادة خام بالغة الأهمية من قبل كل من الاتحاد الأوروبي والولايات المتحدة بسبب مخاطر تركز العرض - مع سيطرة الصين على الغالبية العظمى من الإنتاج الأولي العالمي - ودوره الأساسي في الصناعات الاستراتيجية. إن مخاطر العرض هذه، جنبًا إلى جنب مع القيمة الاقتصادية العالية للتنغستن، تجعل إعادة تدوير خردة كربيد التنغستن عنصرًا مهمًا في سلسلة توريد التنغستن العالمية. يتم حاليًا الحصول على ما يقرب من 30 إلى 40٪ من التنغستن المستهلك عالميًا من خردة الكربيد المعاد تدويره، وهي نسبة تعمل الصناعة بنشاط على زيادتها من خلال البنية التحتية المحسنة للجمع والمعالجة.
توجد العديد من طرق إعادة التدوير المعمول بها لكربيد التنجستن المستهلك. تعمل عملية استخلاص الزنك على إذابة رابط الكوبالت عن طريق التفاعل مع الزنك المنصهر عند درجة حرارة 900 درجة مئوية تقريبًا، مما يترك حبيبات كربيد التنجستن سليمة لإعادة استخدامها بعد إزالة الزنك عن طريق التقطير الفراغي. تُفضل هذه العملية عند إعادة استخدام مسحوق WC المستعاد في إنتاج الكربيد لأنه يحافظ على حجم الحبوب ويتجنب المعالجة الكيميائية كثيفة الاستهلاك للطاقة اللازمة لتحويل التنغستن مرة أخرى إلى شكله العنصري. تستخدم عملية التيار البارد تأثيرًا عالي السرعة لتكسير الكربيد المستهلك ميكانيكيًا إلى مسحوق ناعم ممزوج بمسحوق بكر لإعادة التدوير. تعمل عمليات التحويل الكيميائي - بما في ذلك مسار APT - على إذابة مضغوطة الكربيد بالكامل وتنقية التنغستن كيميائيًا من خلال باراتنغستات الأمونيوم، مما يؤدي إلى إنتاج مادة مكافئة للتنغستن الأولي الذي يمكن كربنته إلى مسحوق WC جديد. إن القيمة الاقتصادية لخردة كربيد التنغستن تجعلها واحدة من أكثر المواد الصناعية المعاد تدويرها نشاطًا، مع وجود شبكات تجميع ومعالجة راسخة تعمل عالميًا عبر أدوات القطع وأدوات التعدين وصناعات قطع الغيار.
المفاهيم الخاطئة الشائعة حول كربيد التنغستن تستحق التوضيح
يتم تداول العديد من المفاهيم الخاطئة المستمرة حول كربيد التنغستن في كل من السياقات التقنية والمستهلكية، وتساعد معالجتها بشكل مباشر في وضع توقعات واقعية حول ما يمكن أن تفعله المادة وما لا يمكنها فعله.
- "كربيد التنغستن غير قابل للكسر": يعد هذا أحد أكثر حالات سوء الفهم شيوعًا، خاصة في سياق مجوهرات كربيد التنجستن والمنتجات الاستهلاكية. الكربيد الأسمنتي شديد الصلابة ومقاوم للتآكل، ولكنه أيضًا هش عند التوتر - فهو يتمتع بصلابة منخفضة نسبيًا للكسر مقارنة بالفولاذ وسوف يتشقق أو يتحطم إذا تعرض لتأثير كافٍ أو إجهاد شد. على سبيل المثال، لا يمكن ثني حلقة من كربيد التنغستن لإزالتها في حالة الطوارئ بنفس الطريقة التي يمكن بها لخاتم الذهب أن يتم تكسيرها باستخدام تقنية معينة. إن الصلابة التي تجعل الكربيد فعالاً للغاية في تطبيقات التآكل لا يمكن فصلها عن الهشاشة التي تجعله عرضة للكسر الناتج عن الصدمات.
- "كل كربيد التنغستن هو نفسه": تغطي عبارة "كربيد التنغستن" مجموعة من الدرجات ذات خصائص مختلفة بشكل كبير اعتمادًا على محتوى الكوبالت وحجم الحبوب ومراحل الكربيد الإضافية. تتميز درجة اختيار التعدين التي تحتوي على 20% من الكوبالت بصلابة مختلفة تمامًا، ومقاومة التآكل، وخصائص الصلابة عن درجة جزء التآكل الدقيق مع 6% من الكوبالت وحجم الحبوب دون الميكرون. إن تحديد "كربيد التنغستن" بدون تحديد الدرجة يوفر معلومات غير كافية لمعظم التطبيقات الهندسية.
- "لا يمكن خدش كربيد التنغستن": في حين أن الكربيد الأسمنتي مقاوم للغاية للخدش مقارنة بالمعادن، إلا أنه يمكن خدشه بمواد أصعب منه - وأبرزها الماس، ونيتريد البورون المكعب (CBN)، وبعض المواد الخزفية. يتم استخدام المواد الكاشطة المطلية بالماس وعجلات الطحن CBN بشكل روتيني لطحن أجزاء كربيد التنغستن وإنهائها على وجه التحديد لأنها أكثر صلابة ويمكنها إزالة المواد من سطح الكربيد.
- "ارتفاع الكوبالت يعني دائمًا جودة أقل": وهذا غير صحيح في سياق التطبيقات التي تتطلب المتانة ومقاومة الصدمات. تم تصميم الدرجات عالية الكوبالت خصيصًا لتطبيقات مثل اختيارات التعدين والقطع الثقيل المتقطع حيث تكون مقاومة الصدمات هي المتطلب الأساسي. وفي هذه التطبيقات، فإن درجة الكوبالت المنخفضة التي يتم اختيارها على أساس أقصى صلابة من شأنها أن تتكسر بسرعة. مستوى الكوبالت الصحيح هو الذي يوفر التوازن الأمثل للصلابة والمتانة للتطبيق المحدد - ليس مرتفعًا عالميًا ولا منخفضًا عالميًا.
- "أدوات كربيد التنغستن لا تحتاج أبدًا إلى الاستبدال": تتآكل أدوات كربيد التنغستن بشكل أبطأ بكثير من بدائل الفولاذ في معظم التطبيقات، ولكنها تتآكل وتتطلب في النهاية الاستبدال أو التجديد. تعتمد اقتصاديات أدوات الكربيد على عمر التآكل الفائق الخاص بها - مما يقلل من تكرار وتكلفة الاستبدال مقارنة بالبدائل الأقل مقاومة للتآكل - وليس على عمر الخدمة اللانهائي. يعد الفحص المنتظم والاستبدال الاستباقي عند حد التآكل المناسب دائمًا أفضل من تشغيل أدوات الكربيد لإكمال الفشل، والذي يتسبب عادةً في تلف إضافي للمكونات المرتبطة.
منتجاتنا //
المنتجات ذات الصلة