إن
الدليل العملي لقوالب ختم كربيد التنجستن: الدرجات والتصميم وكيفية جعلها تدوم طويلاً
أخبار الصناعة-ما هو قالب ختم كربيد التنجستن ولماذا يهم؟
قالب ختم كربيد التنجستن هو أحد مكونات الأدوات الدقيقة المستخدمة في عمليات ختم المعادن لقطع أو تشكيل أو ثقب أو تشكيل الصفائح المعدنية بتكرار عالي ودقة متناهية. على عكس قوالب الفولاذ التقليدية للأدوات، يتم تصنيع قوالب كربيد التنجستن من مادة مركبة - في المقام الأول جزيئات كربيد التنجستن (WC) الملبدة مع مادة رابطة معدنية، والأكثر شيوعًا هي الكوبالت (Co). والنتيجة هي مادة تجمع بين الصلابة الاستثنائية (عادة 85-93 HRA على مقياس روكويل) مع صلابة كافية لتحمل أحمال التأثير المتكررة للختم عالي السرعة دون التقطيع أو التشوه.
في بيئات الإنتاج كبيرة الحجم - مكونات السيارات، والمحطات الإلكترونية، وأجزاء الأجهزة الطبية، والموصلات الكهربائية، والمثبتات الدقيقة - تعد قوالب ختم كربيد التنجستن هي الاختيار القياسي للأدوات التي تحتاج إلى تقديم ملايين الضربات المتسقة قبل الحاجة إلى الاستبدال. تعد تكلفة الأدوات الأولية أعلى من تكلفة الأدوات الفولاذية، ولكن عمر الخدمة الممتد بشكل كبير وتقليل وقت التوقف عن العمل يجعل من قوالب الكربيد الخيار الأفضل اقتصاديًا على نطاق واسع. يغطي هذا الدليل كل شيء بدءًا من اختيار الدرجة واعتبارات تصميم القالب وحتى ممارسات الصيانة وما يجب البحث عنه عند تحديد مصادر قوالب ختم الكربيد.
كربيد التنغستن مقابل يموت أداة الصلب: فهم الفرق الحقيقي
يعد الاختيار بين كربيد التنغستن وفولاذ الأدوات لختم بناء القالب أحد أكثر الخيارات أهمية في أدوات الضغط. تتمتع كل مادة بملف أداء مميز، ويعتمد الاختيار الصحيح على حجم الإنتاج، والمواد التي يتم ختمها، ووقت التوقف المقبول لإعادة الطحن أو الاستبدال.
| الملكية | يموت كربيد التنغستن | قالب فولاذي للأداة (D2 / M2) |
| صلابة | 85-93 ساعة | 58-65 لجنة حقوق الإنسان |
| ارتداء المقاومة | ممتاز - عمر أطول 5-20 مرة | جيد للكميات المعتدلة |
| المتانة | معتدل - يعتمد على الدرجة | أعلى - أكثر تسامحًا مع التأثير |
| قوة ضاغطة | ما يصل إلى 6000 ميجا باسكال | 1,500-2,500 ميجا باسكال |
| تكلفة الأدوات المقدمة | أعلى (3-5× أداة فولاذية) | أقل |
| التكلفة لكل جزء على مدى العمر | أقل at high volumes | أعلى بسبب الاستبدال المتكرر |
| أفضل تطبيق | المواد ذات الحجم الكبير أو الكاشطة أو الصلبة | نماذج أولية، ذات حجم منخفض، وهندسة معقدة |
| القدرة على التصنيع | يتطلب EDM وطحن الماس | الطحن والطحن التقليدي |
لعمليات الإنتاج التي تتجاوز 500000 قطعة، يموت ختم كربيد التنغستن تقدم دائمًا تكلفة إجمالية أقل للملكية على الرغم من ارتفاع سعر الدخول. تحت هذا الحد، يعتمد الحساب بشكل كبير على المادة التي يتم ختمها وتكرار إعادة الطحن المقبول لبدائل فولاذ الأدوات.
درجات كربيد التنجستن المستخدمة في ختم القوالب: كيفية اختيار النوع المناسب
كربيد التنغستن ليس مادة واحدة - فهو عبارة عن عائلة من المركبات بنسب متفاوتة من حجم حبيبات WC ومحتوى رابط الكوبالت. تتحكم هذه المتغيرات بشكل مباشر في التوازن بين الصلابة والمتانة، ويؤدي اختيار الدرجة الخاطئة لتطبيق الختم إلى الفشل المبكر إما من خلال التآكل المفرط أو التقطيع.
محتوى الكوبالت وتأثيره على الأداء
الكوبالت هو الرابط المعدني الذي يجمع حبيبات كربيد التنغستن معًا. ينتج المحتوى المنخفض من الكوبالت (3-6% Co) مادة قالب أكثر صلابة ومقاومة للتآكل - مثالية لختم المواد الرقيقة والناعمة بسرعات عالية جدًا حيث يكون التآكل الكاشط هو وضع الفشل الأساسي. يستبدل المحتوى العالي من الكوبالت (8-15% Co) بعض الصلابة لتحسين المتانة ومقاومة الشقوق بشكل ملحوظ، مما يجعله الخيار الأفضل لختم المخزون الأكثر سمكًا أو السبائك الأكثر صلابة مثل الفولاذ المقاوم للصدأ أو الفولاذ عالي القوة، أو التطبيقات التي تتضمن تحميل الصدمات من طرد الأجزاء أو سوء التغذية. تقع معظم تطبيقات قوالب الختم ضمن نطاق 6-10% من ثاني أكسيد الكربون، والذي يمثل النقطة العملية المثالية بين مقاومة التآكل ومتانة الصدمات.
حجم الحبوب ودورها في حدة الحافة
يؤثر حجم حبيبات WC - الذي يتراوح من دون الميكرون (أقل من 0.5 ميكرومتر) إلى الخشنة (أكثر من 3 ميكرومتر) - على كل من دقة الحافة التي يمكن تحقيقها والتشطيب السطحي للجزء المختوم. تدعم كربيدات الحبوب الدقيقة والمتناهية الصغر حواف القطع الأكثر وضوحًا مع تفاوتات أكثر إحكامًا في الأبعاد، مما يجعلها الخيار المفضل للتقطيع الدقيق والثقب الدقيق والختم الدقيق للمواد الرقيقة في صناعة الإلكترونيات والأجهزة الطبية. تعتبر درجات الحبوب الخشنة أكثر صرامة وأكثر ملاءمة للتقطيع الثقيل، وإدراج السحب العميق، والتطبيقات التي تكون فيها حدة الحافة أقل أهمية من مقاومة الصدمات.
توصيات الصف المشتركة حسب التطبيق
- تثقيب شريط رفيع من النحاس أو الألومنيوم (أطراف الإلكترونيات): حبيبات دقيقة، 6% كو — أقصى مقاومة للتآكل للمواد غير الحديدية الكاشطة بمعدلات SPM عالية.
- تقطيع الفولاذ الطري حتى 3 مم: حبيبات متوسطة، 8-10% Co — صلابة ومتانة متوازنة لختم الفولاذ للأغراض العامة.
- ختم الفولاذ المقاوم للصدأ أو الفولاذ عالي القوة: حبيبات متوسطة الخشونة، 10-12% ثاني أكسيد الكربون - تزيد من المتانة للتعامل مع قوى القطع العالية وأحمال الصدمات الناتجة عن المواد الأكثر صلابة.
- الرسم العميق وتشكيل إدراجات: الحبوب الخشنة، 12-15% Co — أقصى صلابة لمقاومة ضغوط الضغط والشد المستمرة لعمليات التشكيل.
- الختم الدقيق وقطع الرقائق الدقيقة: حبيبات تحت الميكرون، 6% Co — أفضل تعريف متاح للحافة للأجزاء ذات التفاوتات التي تقل عن ±0.005 مم.

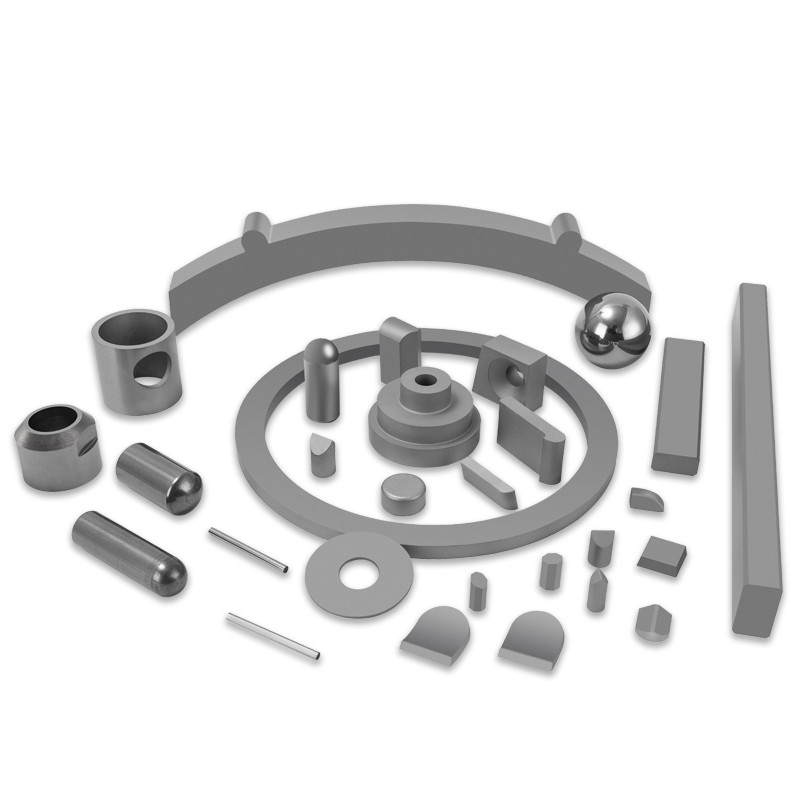
المكونات الرئيسية لمجموعة قوالب ختم كربيد التنجستن
قالب ختم الكربيد الكامل ليس مجرد قطعة واحدة من الكربيد - إنه تجميع دقيق لمكونات متعددة، تم تصميم كل منها للعمل بشكل متناغم. يساعد فهم الدور الوظيفي لكل جزء في اتخاذ قرارات تصميم القالب وتشخيص الأخطاء عند ظهور مشاكل في الإنتاج.
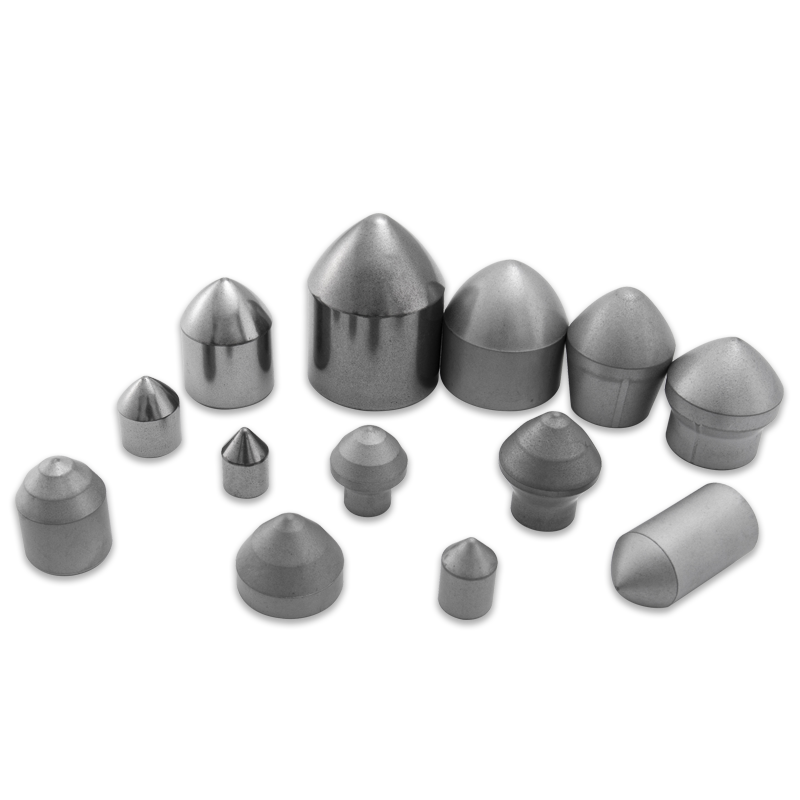
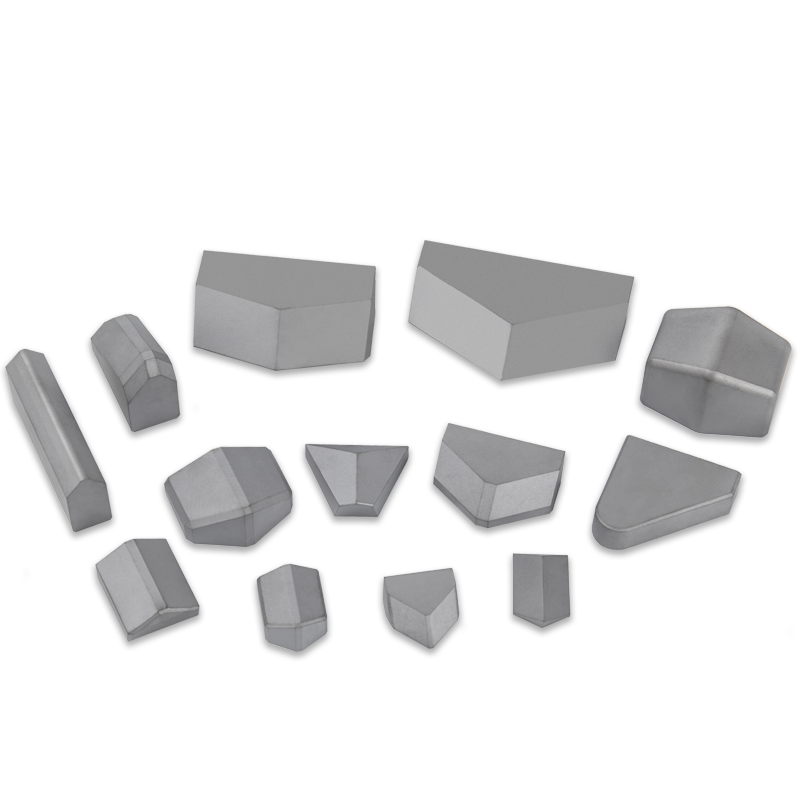
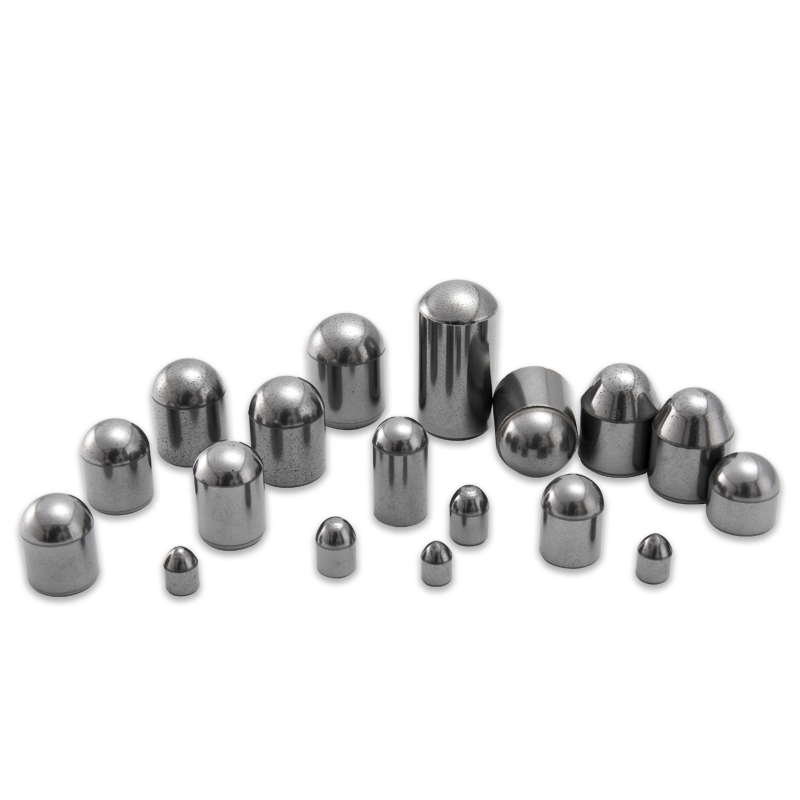
لكمة كربيد (القالب العلوي)
لكمة الكربيد هي عضو القطع أو التشكيل النشط الذي ينزل مع مكبس الضغط. فهو يحدد الشكل الذي يتم ختمه - مستدير، أو مربع، أو ملف تعريف معقد، أو محيط مخصص - وتحدد هندسته المتطورة ارتفاع الثقب وجودة الحافة على الجزء النهائي. عادةً ما تكون اللكمات مناسبة للضغط أو يتم الاحتفاظ بها ميكانيكيًا في حامل الثقب الفولاذي، حيث يقوم طرف الكربيد بكل العمل على وجه القطع. طول الثقب، ومنطقة المقطع العرضي، وزاوية تخفيف الحافة، كلها عوامل تؤثر على المدة التي تحافظ فيها الثقب على هندستها قبل الحاجة إلى إعادة الطحن.
زر قالب الكربيد (القالب السفلي)
زر القالب هو عضو القطع السفلي الثابت. تدخل المثقاب إلى فتحة زر القالب مع خلوص يمكن التحكم فيه - عادة ما يكون من 5 إلى 10% من سماكة المادة لكل جانب لعمليات التقطيع - وفجوة الخلوص هذه هي ما يقص المادة بشكل نظيف. يتم تركيب أزرار القالب المصنوعة من الكربيد بالضغط في حذاء القالب الفولاذي أو لوحة القالب. يؤثر طول الأرض (الارتفاع الرأسي لقسم القطع المتوازي قبل أن تبدأ زاوية تخفيف القالب) على كل من قوة القطع وعمر القالب - تزيد الأرض الأطول من مقاومة التآكل ولكنها تزيد أيضًا من قوة التجريد.
إزالة القالب وتأثيره على جودة الجزء
يعد الخلوص المناسب من التثقيب إلى القالب أحد أهم المتغيرات في أداء قالب ختم الكربيد. يؤدي الخلوص القليل جدًا إلى زيادة قوة القطع، وتوليد حرارة زائدة، وتسريع تآكل الحواف في كل من الثقب والقالب. يؤدي وجود الكثير من الخلوص إلى منطقة انقلاب أكبر، ونتوءات أطول، ودقة أبعاد منخفضة على الحافة المقطوعة. بالنسبة للمواد الناعمة مثل النحاس أو الألومنيوم، فإن الخلوصات الأكثر إحكامًا (4-6% لكل جانب) تنتج قطعًا أنظف. بالنسبة للمواد الأكثر صلابة أو سمكًا، تعمل الخلوصات الأوسع (8-12% لكل جانب) على تقليل إجهاد الأداة وإطالة عمر القالب.
أعمدة التوجيه والبطانات
تحافظ أعمدة التوجيه والبطانات الدقيقة على المحاذاة الدقيقة بين نصفي القالب العلوي والسفلي طوال كل ضربة ضغط. يؤدي عدم المحاذاة - حتى لو كانت بضعة ميكرونات - إلى تحميل غير متساوٍ على حواف قطع الكربيد، مما يؤدي إلى تسريع تقطيع الحواف وتقليل عمر القالب. في تطبيقات الختم عالية السرعة، تحل أنظمة توجيه القفص الكروي محل البطانات العادية لتقليل الاحتكاك وتوجيه أكثر دقة عند السرعات المرتفعة.
طرق التصنيع: كيف يتم تصنيع قوالب ختم كربيد التنجستن
تعد عملية تصنيع قوالب ختم كربيد التنجستن أكثر تعقيدًا وتخصصًا من الأدوات الفولاذية للأدوات. يساعد فهم أساليب الإنتاج المشترين على تقييم قدرة الموردين ووضع توقعات واقعية للمهلة الزمنية.
تعدين المساحيق والتلبيد
يتم إنتاج قوالب كربيد التنجستن عن طريق تعدين المساحيق - مزج مسحوق المرحاض مع رابط الكوبالت، وضغط الخليط إلى شكل شبه شبكي، والتلبيد عند درجات حرارة تتراوح بين 1400-1500 درجة مئوية تحت فراغ أو جو خامل. أثناء التلبيد، يذوب الكوبالت ويتدفق بين حبيبات WC، مما يخلق مصفوفة كثيفة ومتجانسة. يتقلص الفراغ الملبد بشكل متوقع (عادةً 18-20٪ خطيًا) من الشكل المضغوط، ويتم احتساب عامل الانكماش هذا في أبعاد ما قبل التلبد. تحدد الجودة الفارغة - مستوى المسامية، وتجانس الحبوب، وتوزيع المادة الرابطة - الحد الأقصى لأداء القالب الذي يمكن تحقيقه.
EDM (تصنيع التفريغ الكهربائي)
نظرًا لصعوبة تصنيع كربيد التنجستن الملبد باستخدام أدوات القطع التقليدية، يتم تشكيل المقاطع المعقدة باستخدام EDM (سلك EDM أو غاطس EDM). يقطع سلك EDM خلال الكربيد الفارغ باستخدام قطب سلك متحرك وتآكل التفريغ الكهربائي، مما ينتج أشكالًا كفافًا دقيقة للغاية مع تفاوتات تتراوح بين ± 0.002-0.005 مم على أبعاد الملف الشخصي. يستخدم Sinker EDM أقطابًا كهربائية مشكلة لتآكل ميزات التجويف ثلاثية الأبعاد. يجب التحكم بعناية في طبقات سطح EDM على الكربيد وغالبًا ما تتطلب تلميع ما بعد EDM لإزالة أي طبقة إعادة صب متأثرة بالحرارة والتي يمكن أن تكون بمثابة موقع بدء التشقق تحت التحميل الدوري.
طحن الماس واللف
يتم تحقيق دقة الأبعاد النهائية والتشطيب السطحي لقوالب ختم الكربيد من خلال طحن عجلة الماس - وهي المادة الكاشطة الوحيدة القوية بما يكفي لتصنيع كربيد التنجستن بكفاءة. إن طحن السطح، والطحن الأسطواني، والطحن الجانبي بعجلات ماسية من الراتنج أو المعدن يجلب مكونات القالب إلى التسامح النهائي. يتم بعد ذلك تغليف حواف القطع الحرجة وأسطح التزاوج بمركب الماس لتحقيق تشطيبات سطحية أقل من Ra 0.1μm، وهو أمر ضروري لتقليل تآكل المواد اللاصقة وتحقيق حواف مقصومة نظيفة على الأجزاء المختومة.
الصيانة وإعادة الطحن: إطالة عمر قالب كربيد التنجستن
إحدى المزايا العملية لقوالب ختم كربيد التنغستن على فولاذ الأدوات هي أنه يمكن إعادة طحن حواف القطع البالية عدة مرات قبل أن يصل القالب إلى نهاية العمر الافتراضي - طالما أن إعادة الطحن تتم بشكل صحيح وعلى فترات زمنية مناسبة. ومع ذلك، فإن قالب الكربيد الذي يتم صيانته بشكل سيئ يمكن أن يفشل بشكل كارثي ويدمر الركيزة أو الأجزاء النهائية.
متى يجب إعادة الطحن: التعرف على علامات التآكل
- زيادة ارتفاع اللدغة: عندما تكون حواف القطع باهتة، تتسع منطقة القص ويزداد ارتفاع الثقب على الجزء المختوم. إنشاء عتبة ارتفاع لدغ (على سبيل المثال، 10% من سمك المادة) وتحفيز إعادة الطحن عندما تتجاوز الأجزاء ذلك باستمرار.
- زيادة قوة التجريد: تخلق حافة الثقب البالية أو المتكسرة مزيدًا من الاحتكاك أثناء تجريد المواد، والذي يظهر كقراءات حمل ضغط مرتفعة أو إجهاد زنبركي تجريد.
- تقريب الحافة المرئية أو التقطيع تحت التكبير: يؤدي الفحص المنتظم لحواف القطع الموجودة أسفل العدسة المكبرة أو المقارنة البصرية إلى اكتشاف التقطيع قبل أن ينتشر إلى كسور حافة أكبر تتطلب إزالة مواد أكثر قوة لإصلاحها.
- انحراف الأبعاد على الأجزاء المختومة: مع زيادة خلوص القالب بشكل فعال بسبب تآكل الحواف، تتغير أبعاد الأجزاء. قم بمراقبة الأبعاد الحرجة على أساس إحصائي واستخدم بيانات الاتجاه للتنبؤ بموعد إعادة الطحن قبل أن ترتفع معدلات الخردة.
الممارسة الصحيحة لإعادة الطحن
تتطلب إعادة طحن كربيد التنغستن عجلات ماسية ذات صلابة رابطة مناسبة وحجم حبيبات مناسب لدرجة الكربيد التي يتم طحنها. استخدم تدفق سائل التبريد طوال عملية الطحن لمنع التلف الحراري - تؤدي الحرارة الزائدة الموضعية أثناء إعادة الطحن إلى إجهاد الشد المتبقي والتشققات الدقيقة على السطح مما يقلل بشكل كبير من عمر القالب اللاحق. قم بإزالة القدر اللازم من المواد فقط لاستعادة حافة نظيفة وحادة — عادةً ما يتراوح بين 0.05 إلى 0.15 ملم لكل دورة إعادة طحن. تتبع المواد التراكمية التي تمت إزالتها من طول المثقاب لمعرفة عدد دورات إعادة الطحن المتبقية قبل أن يصبح المثقب قصيرًا جدًا بحيث لا يمكن استخدامه بشكل آمن.
ما الذي تبحث عنه عند الاستعانة بمورد قوالب ختم كربيد التنجستن
يتضمن تحديد مصادر قوالب ختم الكربيد متغيرات أكثر من شراء الأدوات السلعية. تفصل بعض معايير التقييم الرئيسية بين الموردين الذين يقدمون باستمرار قوالب طويلة العمر وعالية الدقة عن أولئك الذين ينتجون جودة غير متناسقة تفشل في الخدمة.
- مصادر المواد الخام من الداخل: يمكن للموردين الذين يشترون فراغات الكربيد الملبدة من منتجي المواد الخام المعتمدين - بدلاً من مصادر السوق الفورية غير المعروفة - تتبع درجة المادة وجودة الدفعة. اطلب شهادات مادة الكربيد وتأكد من تطابق محتوى الكوبالت وحجم الحبوب مع الدرجة المحددة.
- سلك EDM وقدرة الطحن: تأكد من أن المورد يقوم بتشغيل معدات EDM وطحن الماس الخاصة به بدلاً من الاستعانة بمصادر خارجية لهذه الخطوات الحاسمة. تؤدي كل عملية تسليم بين المقاولين من الباطن إلى مخاطر الأبعاد وتقلل من المسؤولية عن دقة القالب النهائية.
- القدرة على التفتيش والقياس: يستخدم موردو قوالب الكربيد عالية الجودة فحص CMM (آلة قياس الإحداثيات) للتحقق من الأبعاد الحرجة، والمقارنات البصرية للتحقق من المظهر الجانبي، وأجهزة اختبار خشونة السطح للتأكد من تشطيب سطح الأرض. اسأل عن سجلات الفحص المقدمة مع كل شحنة من القوالب.
- دعم هندسة التطبيقات: لا يقوم أفضل موردي قوالب الكربيد بتصنيع الرسم الخاص بك فحسب، بل يقومون بمراجعته بحثًا عن مشكلات التصميم المحتملة قبل قطع المواد. تعد الخبرة في توصيات التخليص، واختيار الدرجة للمواد والتطبيقات المحددة الخاصة بك، وتحسين هندسة الحواف أمرًا ذا قيمة حقيقية وتفصل صانعي الأدوات المتخصصين عن ورش الآلات العامة.
- المهلة الزمنية وخدمة إعادة الطحن: بالنسبة للأدوات الحيوية للإنتاج، تأكد من المهل الزمنية القياسية والمعجلة للمورد لكل من القوالب الجديدة وخدمة إعادة الطحن. إن المورد الذي يمكنه إعادة الطحن خلال 24 إلى 48 ساعة يقلل بشكل كبير من تعرضك لتوقف الإنتاج مقارنةً بمورد لديه قائمة انتظار مدتها أسبوعين.
منتجاتنا //
المنتجات ذات الصلة